



We’ve been using PCRT with a particular customer for more than 10 years. PCRT has helped them to reduce field failures, replace multiple other inspections, and save significant inspection dollars. Now it is time for the part design to evolve, and so the PCRT Sorting Module must be re-built. This means collecting a new reference set as the basis for ‘what good parts should look like’. This revived a conversation we’ve had with hundreds of customers over the years.
When we want to make a ‘Targeted Defect Detection’ sorting module, our typical guidance is for our customers to collect a few hundred ‘acceptable parts’ and ‘at least 30 defective parts’. This can be quite a burden for well-controlled processes, or when representative defects are very hard to detect/confirm. What should these manufacturers/operators do?
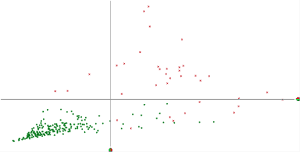 VIPR Plot: Training a Targeted Defect Sorting Module
VIPR Plot: Training a Targeted Defect Sorting Module
Outlier Screening sorts can be built from a reference set of ‘acceptable’ parts only. We don’t have to define, identify, or collect specific defective samples. Outlier screening has shown to be a very effective screening approach – reducing field failures for many customers across multiple industries. One customer had a ‘failure mode pareto chart’ that showed that more than 50% of their field issues were casting shrink porosity. X-ray (and double X-ray, and more focused X-ray) were not effective at reducing the field failures, but PCRT Outlier Screening was. AND, the ‘other 50% of their field issues’ were also dramatically reduced. Parts with ‘one-off’ kinds of defective conditions can be hard to collect, particularly in a specific period of time. Sometimes, simulated versions of target defects can be modeled, but this brings other challenges and resource requirements to the project.
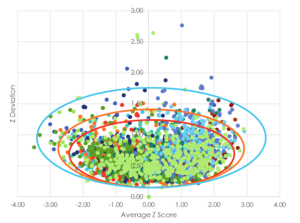
ZScore Plot: Training an Outlier Screening Sorting Module.
We’ve also learned that just because ‘all of the failed parts had shrink porosity’ (for example) doesn’t mean that ‘all shrink porosity will cause a part to fail’. When a part is manufactured with a low % defect, it typically has ‘more differences’ than just what we can see with our inspection. If we see shrink porosity, the material cooled at a different rate than ‘normal’, and this can lead to differences that we can’t readily see, like different material properties and different stress states than ‘normal’. These ‘extra differences’ often seem to affect part performance, and these extra differences certainly can make the part stand out more in resonance inspection – causing them to be a PCRT Outlier. Vibrant and its customers have been nearly as successful specifically targeting conditions like Shrink Porosity as we have just screening populations for outliers, and the start-up for an Outlier Screening application is much easier. (see case study here)
To get started, we collect data on parts that we make with our (in-control, capable) process. These might be parts that we are evaluating or qualifying with additional inspection or testing, if this is a new part that hasn’t been made before. We can treat all parts as ‘acceptable’, or we can come back later and update the part classification, based on the results of other inspections or testing. Then we can create 6-sigma, or 99% Tolerance Interval (or any other number) limits around the PCRT measures, to assure that future parts align with this original sample. If/when parts fall outside of these limits, they can be investigated further, and used in future updates of the reference set / limits. When our other inspections have evaluated enough parts to produce a more robust sample of defective parts, we can use these to further enhance our inspection with ‘Targeted Defect’ capabilities.
Talk with us about the options we have to help you get started with PCRT.